
泰州哪里有手机注塑件定制

塑料制品的使用越来越多,塑料制品的类型也很多,都得到了普遍的使用。质量取决于加工的控制,加工对塑料制品的影响是比较大的,尤其是在注塑加工是对温度的控制,是很重要也比较难的一步,所以需要特别注意。现在大家跟我们一起来了解一下注塑加工对温度的控制。充模过程采取的是一维导热,对应的冷却也是一维冷却。在高温流体进入之后,成型后产品的比热容、自身具备的热传导系数都是不变的。在制品成型的过程中,磨具和塑料制件均处于恒定的温度场中。在恒定的温度场中,当中心温度等于塑料热变形时候的温度时,整个冷却周期结束。这也说明了上下限点具有两方面的作用。根据不同的注塑要求,其上下限的温度也是不同的,所以很多情况下都是需要具体问题具体分析。
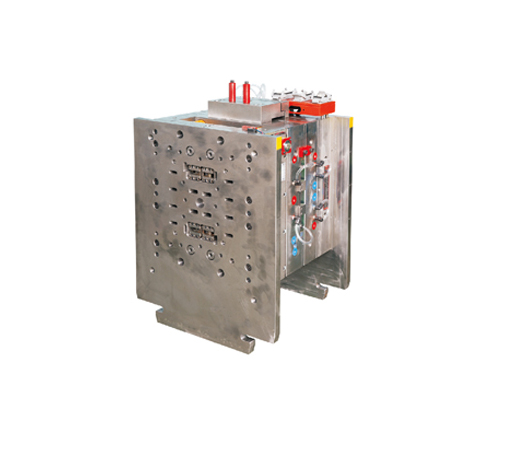
塑料模具是塑料加工成型的模具,是由45钢、P20、718等塑料模具钢制备的,若是能分析清楚塑料模具的失效形式和原因,可以更好地指导模具钢的研发,并且提升塑料模具的质量。泰州手机注塑件定制失效形式有多种,一种是型腔表面的磨损和腐蚀,当塑料熔体以一定的压力在模腔内流动,凝固的塑件从模具中脱出的时候,会对模具成型表面造成摩擦,引起磨损。其次在塑料中增强树脂填料,也会对模具型腔表面产生冲刷、磨损和腐蚀。同时塑料加工中含氯、氟等成分受热分解出腐蚀气体HCl、HF,这些的交叉作用,会使型腔表面的镀层或防护层遭到破坏,产生磨损和腐蚀。塑性变形失效,有可能是因为塑料模型腔表面受压、受热可引起塑性变形失效,特别是当小模具在大吨位设备上工作时,更容易产生超负荷塑性变形;或者是塑料模具的采用的材料的材料强度和韧性不足,变形抗力低;也有可能是塑料模具型腔表面的硬化层过薄,变形抗力不足或工作温度高于回火温度发生相变软化,这些会导致模具表面产生凹陷、皱纹、麻点、棱角堆塌等损坏。塑料模具还有一种失效形式,那就是断裂,尤其是塑料模具的形状复杂存在许多棱角、薄壁等部位,这些部位局部应力集中会产生断裂现象。由温差产生的结构应力、热应力或因回火不足,使用温度下,转变成马氏体,引起局部体积膨胀,在模具内部产生组织应力所致。

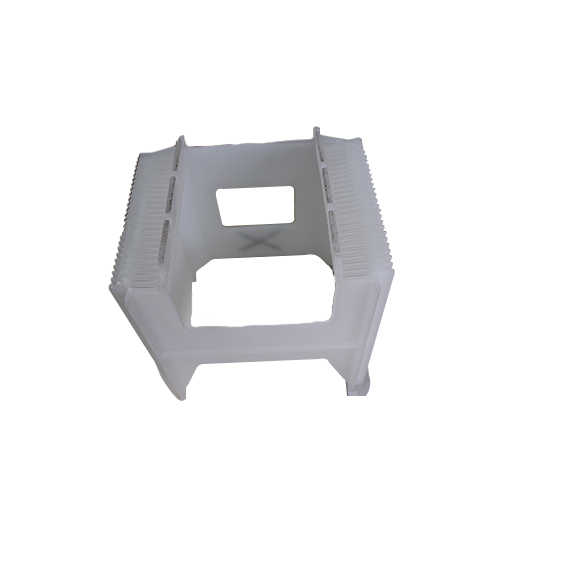
现在使用到的注塑件产品是非常多的,在使用注塑件产品的时候对质量的要求是很高的,因为劣质的注塑件对使用的影响是比较大的,所以在选择的时候需要注意。质量很大部分取决于加工工艺,在加工的时候应该对每一个步骤都严格控制,但是在注塑件加工中会出现气泡,这是不符合标准的,所以我们来看看注塑件加工出现气泡的解决方法。在制品壁厚较大时,其外表面冷却速度比中心部的快,因此,随着冷却的进行,中心部的树脂边收缩边向表面扩张,使中心部产生充填不够。这种情况被称为真空气泡。解决方法:a)根据壁厚,确定合理的浇口,浇道尺寸。一般浇口高度应为制品壁厚的50%~60%。b)至浇口封合为止,留有相应的补充注射料。C)注射时间应较浇口封合时间略长。d)降低注射速度,提高注射压力, e)采用熔融粘度等级高的材料。由于挥发性气体的产生而造成的气泡,解决的方法主要有:a)充分进行预干燥。b)降低树脂温度,避免产生分解气体。流动性差造成的气泡,可通过提高树脂及模具的温度、提高注射速度予以解决。
注塑机半自动正常生产时,只能进行打开前安全门、去除产品和料杆以及关闭前安全门三个动作,如果需要做额外的动作,要经过技术员确认是否为正常年生产必须动作,才可作业。除了上述描述的动作外,任何动作都必须在手动的情况下进行,关停油泵之后进行。对于涉及到电气的,需要关闭电源,比如工作可能会接触到射嘴及熔胶筒以及清理工模或调整任何机械零件之前,都需要注意关闭电源,以策安全。在设备出现自动报警时,作业人员需要从设备范围中撤出,切换到“手动”状态。如果发生如人身事故、设备模具出现异常响动等紧急情况,需要立即按下停止按钮,并寻找他人帮助。机器在运转的过程中,尤其要注意避免将身体任何部位伸入关闭的安全门里,将手深入到模具前要先将安全门打开。如果进行日常的检查或对设备进行修理时,需要将上半身进入两个模板中间,需要关闭油泵,无论在什么情况下,整个身体进入两个模板间都需要切断电源。



