
台州哪家好塑料件注塑加工厂家
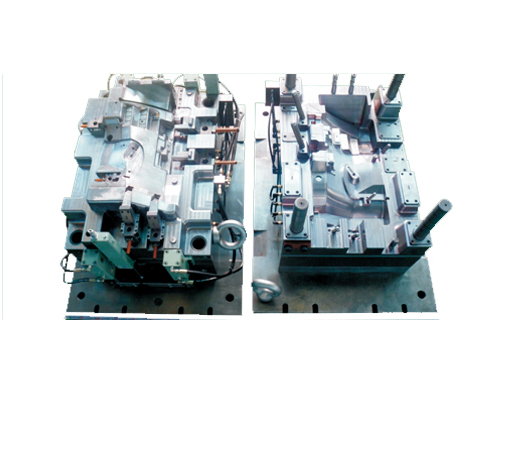
注塑加工中模具加工的精度要求,包括了模具尺寸的制造精度、垂直度、同轴度、平行度等等。一般注塑加工模具尺寸的制造精度应在0.005-0.02mm范围内;而垂直度要求在0.01-0.02mm范围内;同轴度要求在0.01-0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01-0.03mm范围内。哪家好塑料件注塑加工厂家注塑加工用模具的滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种,需要注意的是镜面上如有做了挂靠台阶的镶件,那么要求配合不能太紧,否则在镶件从正面往后退敲打时用来敲打的工具易碰坏镜面,在不影响产品尺寸的情况下,可取双边0.01~0.02mm的间隙配合。 注塑加工的时候,那些还要热处理加工的工件,要求其热处理前外形备料尺寸单边加0.25mm的磨床余量;而对于模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,要知道这合理的预留量也会影响工件的精确度。
注塑机半自动正常生产时,只能进行打开前安全门、去除产品和料杆以及关闭前安全门三个动作,如果需要做额外的动作,要经过技术员确认是否为正常年生产必须动作,才可作业。除了上述描述的动作外,任何动作都必须在手动的情况下进行,关停油泵之后进行。对于涉及到电气的,需要关闭电源,比如工作可能会接触到射嘴及熔胶筒以及清理工模或调整任何机械零件之前,都需要注意关闭电源,以策安全。在设备出现自动报警时,作业人员需要从设备范围中撤出,切换到“手动”状态。如果发生如人身事故、设备模具出现异常响动等紧急情况,需要立即按下停止按钮,并寻找他人帮助。机器在运转的过程中,尤其要注意避免将身体任何部位伸入关闭的安全门里,将手深入到模具前要先将安全门打开。如果进行日常的检查或对设备进行修理时,需要将上半身进入两个模板中间,需要关闭油泵,无论在什么情况下,整个身体进入两个模板间都需要切断电源。

欠注:在塑料加工中,由于型腔填充不满,导致塑件外形残缺不完整的现象。溢料飞边:塑料加工模塑过程中,溢入模具合模面缝隙间并留存在塑件上的剩余料。熔接痕:塑件表面的一种线状痕迹,是由注射或挤出中若干股流料在漠具中分流汇合,熔料在界面处未完全熔合,彼此不能熔接为一体,造成熔合印迹,影响塑件的外观质量及力学性能。波流痕:由于熔料在模具型腔中的不适当流动,导致塑件表而产生年轮状、螺旋状或云雾状的波形凹凸不平的缺陷。皱裂:层压塑料表面产生破裂和明显分开的一种缺陷。皱折:塑料加工过程中,塑件表面一层或多层出现折痕或皱纹的外观缺陷。塑料产品在我们生活中应用的非常广泛,为了扩大塑料制品的应用范围、改善塑料产品的性能,我们需要进行塑料加工。

现在注塑件加工应用的十分的广泛,而起在塑料制品中起到了非常重要的作用。它本身具有非常多的优点,很受加工行业的欢迎,大家现在应该对于注塑件加工比较陌生。接下来就由我们注塑件加工厂家的专业人员为大家介绍一下吧,相信大家看完以后聚会知道了。依照确认后的图纸或书面文件为准,不能随意更换材料、形状、厚度以及影响强度的其他变动,塑料注塑件原则上选用要求韧性好、耐磨、价格便宜、有一些强度的材料;钣金或机加材料的产品替换为塑料注塑件时,原则上塑料产品的厚度会增加,具体设计厚度视产品结构、作用而定;凡无法一次成型需要粘接的部分,要求牢固、平整、端齐,无松脱隐患;注塑件加工时所需要的要求,我们在进行注塑件加工时,要严格按照操作规则去进行,这样生产出来的产品才会质量高。



