
丽水非标汽车配件注塑定制

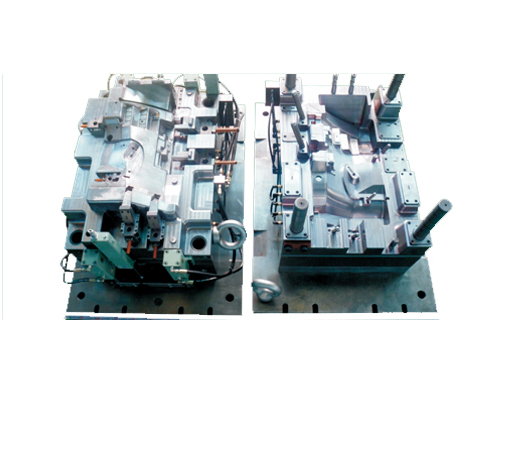
需要了解塑料原料的规格、型号、牌号、添加剂、色母料等是否达到要求,对于湿度大的原料应进行干燥处理和配比。原则上原料应采用图纸规定的原料,因为注塑模具是根据原料的物理力学性能设计的。也可以用流动性好、易固化、热稳定性好的原料。试验模具的结构,使产品各部位、圆角、壁厚、加强筋的分布情况真实地体现出来可以作为修改模具的参考使用。试模工具是试模人员所用的工具,盛装在手提式工具箱内,携带方便。每个调试人员应该配备一套。同试模有关的工具是机械搬手、垫块、检查模具温度测温计、检查模具尺寸的量卡器具、检查制品用的工具等,以及操作时常用的铜棒铜片及砂纸等物品。嵌件的检查很重要,试模的嵌件包括金属嵌件塑料嵌件、橡胶嵌件、纸制品嵌件,还有为保障制品成型后不变形用的定型件等,应进行严格检测,以免损坏模具,造成损失。
以保证注塑加工的有序正常进行。要做的是注意仔细观察熔料的流动方向,如果是熔料是从间隙中钻进去的话后期就会形成毛边;如果是垂直方向的话,受到动力、流动速度的影响,也会造成毛边。也就是说,必须水平方面进入。注塑加工的很多产品都需要分开注塑,然后再进行合模。这种情况下,合模的接缝处下也极易出现毛边现象,一定要注意,尽可能的通过完善工艺来避免毛边现象的出现。温度和速度的控制对注塑加工质量也有很大的影响,要求注塑原料在注塑机料筒中应处于黏度最低的熔融状态,当熔融的塑料高速流经截面很小的喷嘴和模具流道时,温度从70-90度瞬间提高到130度左右,达到临界固化状态,此时注塑速度一般为3-4.5m/s。注塑加工中还要注意压力的调控,由于热固性塑料中含有40%以上的填料,黏度与摩擦阻力都比较大,所以注塑压力也应相应的增大,因此在注塑加工中会有一般的压力是消耗在浇注系统的摩擦阻力上。
料管温度过低是造成这样问题的关键因素。我们都知道在温度较低的情况下,材料的温度比较低,那么注塑加工时产品就只能在这样的温度下勉强成型,由于没有充足的时间将其中的压力释放出来就极易出现翘曲的现象。如果我们将相关的温度提高,那么就能够减少这种情况的出现。料管一般能够分成四个区域。在一般的情况下,后一区的温度应该高于前一区的温度。高出的温度应该控制在六摄氏度左右。但是,这样设置方式并不绝对。在具体的情况下,我们能够进行一定的变化。甚至在有时候,两个区的温度可能是一致的。材料冷却的时间不充分也是注塑加工而成产品起皱的原因之一,在时间过短的情况下,塑料的本身十分软,并没有达到成型的标准,这时候成型的产品极易出现翘曲问题。

在很多塑料件中,注意在聚氯乙烯、苯乙烯、聚乙酸乙酯与丙烯酸酯等塑料之中,残留的少量单体会产生难闻的气味,采用单体残留量的树脂就可以去掉那些气味。非标汽车配件注塑定制生产过程之中所用到的催化剂叔胺经常会带来很弱的气味,也会于汽车内窗上结雾。解决方法是找到这些胺类的替代物:使用多羟基化合物,余羟基化合物不但是聚氨酯分子链的成分,所以具有催化活性,一些多羟基化合物而且可以取代一半的叔胺催化剂,这样获得的产品散发的气味便少余了。于聚合物之中假如填充少量的沸石(一种铝硅酸盐吸附剂),可以起到去材料气味的作用。沸石具有大量的结晶盘面,这些盘面可以捕捉那些具有气味的气体小分子,分子吸附剂已顺利应用在聚烯烃挤出管材、注射与挤出吹塑容器、阻挡包装材料、挤出成型的之外包装材料与密封使用聚合物。



