
泰州哪里有尼龙注塑定制

注塑件的加工本来没有什么特别的,但如果是注塑齿轮的话不同了,因为齿轮的加工本身是一项十分繁琐的工艺,一旦把握不好的话,塑料齿轮的成型精度也会受到影响。为了能够实现再生产品被加工内齿轮的加工精度稳定化,也有一套加工齿轮的方法,为此还专门提供了一种螺纹状工具的修整方法,可以使可绕修整齿轮旋转轴,旋转的内齿状的修整齿轮,随着从轴向两端部朝向轴向中间部而其直径逐渐改善。在修整之前需要预测修整后的螺纹状砂轮的外径,之后才能以所设定的轴交叉角使修整齿轮和螺纹状砂轮啮合的状态下进行修整,终获得理想的注塑齿轮。塑料制品当然可以算的上是其中一种。相信大家家里面都使用着各种各样的塑料制品,塑料盆、塑料瓶、玩具等等产品都属于塑料品。

注塑加工件表面要求不高的话,抛光之后清洗、干燥就结束了。但如果还要增加工件表面的光泽度,那么就需再进行增泽抛光,增泽抛光使用的抛轮是更为柔软的呢绒,抛光物料也多属脂膏一类。 可能是因为注塑加工工艺的影响,注塑件表面有损坏,这时可以使用粘接法进行修补,也就是采用化学黏合剂对注塑件进行粘接的修补方法。在开始之前需要对整个工件进行清洁、干燥;若是注塑件有变形的话,还要使用红外线灯加热变形部位及其周围,使其回复到原来的状态。若是要在工件的裂纹处钻孔,正确的方式是使用钻头在裂纹末端钻一个孔,防止裂纹进一步发展;并打磨出V形槽,并用砂纸修复平整。若是工件背面加固损伤严重时,需利用黏合剂和辅助材料共同增强损伤处的背面强度。

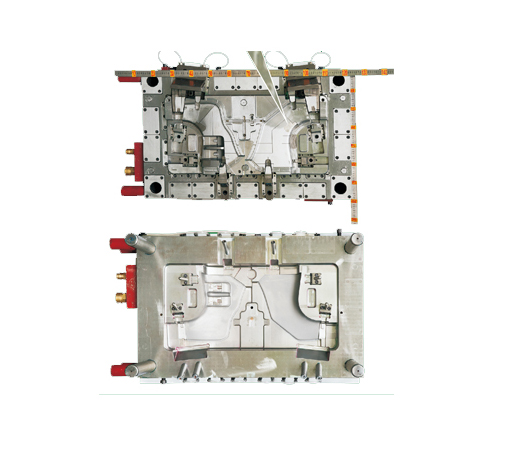
要求每个塑料模具都必须具有浇口或开口,这样熔融塑料就可以通过该浇口注入塑料模具的腔中。由此可见,浇口的类型和尺寸在注塑加工过程中起着非常重要的作用,不能忽视。必须要非常精确地确定塑料模具的浇口的尺寸和类型,否则错误的浇口可以造成很多不良后果。一般都需要根据被模制的塑料类型和部件的尺寸和形状,选择不同的浇口尺寸和类型。塑料模具常见的浇口类型包括了Tab浇口、隧道浇口、香蕉浇口、笑脸浇口、热浇口等。此外,还有其他类型的浇口。相比之下,隧道浇口更复杂一些,并且需要更高程度的技能来添加到塑料模具中;这种类型的开口是一个锥体,添加在零件的表面下。而塑料模具上的笑脸浇口是因为它就像一个微笑,但这也增加了加工难度,主要用于塑料部件的底部;香蕉浇口对于注塑加工来说同样非常有用,它可以允许塑料被注入零件的隐藏区域。塑料模具使用的浇口的尺寸、类型和位置对塑料部件的质量以及其生产速度有显着的影响,尤其是在定制注塑成型的自动化中更是发挥了重要作用。
以保证注塑加工的有序正常进行。要做的是注意仔细观察熔料的流动方向,如果是熔料是从间隙中钻进去的话后期就会形成毛边;如果是垂直方向的话,受到动力、流动速度的影响,也会造成毛边。也就是说,必须水平方面进入。注塑加工的很多产品都需要分开注塑,然后再进行合模。这种情况下,合模的接缝处下也极易出现毛边现象,一定要注意,尽可能的通过完善工艺来避免毛边现象的出现。温度和速度的控制对注塑加工质量也有很大的影响,要求注塑原料在注塑机料筒中应处于黏度最低的熔融状态,当熔融的塑料高速流经截面很小的喷嘴和模具流道时,温度从70-90度瞬间提高到130度左右,达到临界固化状态,此时注塑速度一般为3-4.5m/s。注塑加工中还要注意压力的调控,由于热固性塑料中含有40%以上的填料,黏度与摩擦阻力都比较大,所以注塑压力也应相应的增大,因此在注塑加工中会有一般的压力是消耗在浇注系统的摩擦阻力上。
欠注:在塑料加工中,由于型腔填充不满,导致塑件外形残缺不完整的现象。溢料飞边:塑料加工模塑过程中,溢入模具合模面缝隙间并留存在塑件上的剩余料。熔接痕:塑件表面的一种线状痕迹,是由注射或挤出中若干股流料在漠具中分流汇合,熔料在界面处未完全熔合,彼此不能熔接为一体,造成熔合印迹,影响塑件的外观质量及力学性能。尼龙注塑定制波流痕:由于熔料在模具型腔中的不适当流动,导致塑件表而产生年轮状、螺旋状或云雾状的波形凹凸不平的缺陷。皱裂:层压塑料表面产生破裂和明显分开的一种缺陷。皱折:塑料加工过程中,塑件表面一层或多层出现折痕或皱纹的外观缺陷。塑料产品在我们生活中应用的非常广泛,为了扩大塑料制品的应用范围、改善塑料产品的性能,我们需要进行塑料加工。

壁厚值因塑料件品种、牌号及制品大小的不同而有所差异。塑料件加工中壁厚过大不但浪费原料,对热固性塑料成型加工来说,还增加了模压的时间,并且容易造成固化不全;而对热塑性塑料来说,则增加了冷却时间。此外,还会影响塑料件加工的质量,同一注塑件的壁厚应尽可能均匀,否则会因为冷却和固化速度不均产生附加应力。尺寸和产品本身的尺寸相差太大,也就是缝隙很大,很容易让消费者发现,并留下劣质产品的印象。外壳表面的光洁度,当消费者触摸到外壳的时候,要留下舒服的感觉,光洁度和注塑模具设计和注塑原材料有很大的关系。强度要耐用,像一般的电器之类的产品至少都要用数十年的时间,这期间难免要磕磕碰碰,所以注塑加工外壳要有冲击性等。



